Laser cladding
Principe
Our pioneering state of mind and mastering of hardfacing metallurgy techniques led us to develop the highly innovative Lasercarb® CNC laser cladding technology in 1990.
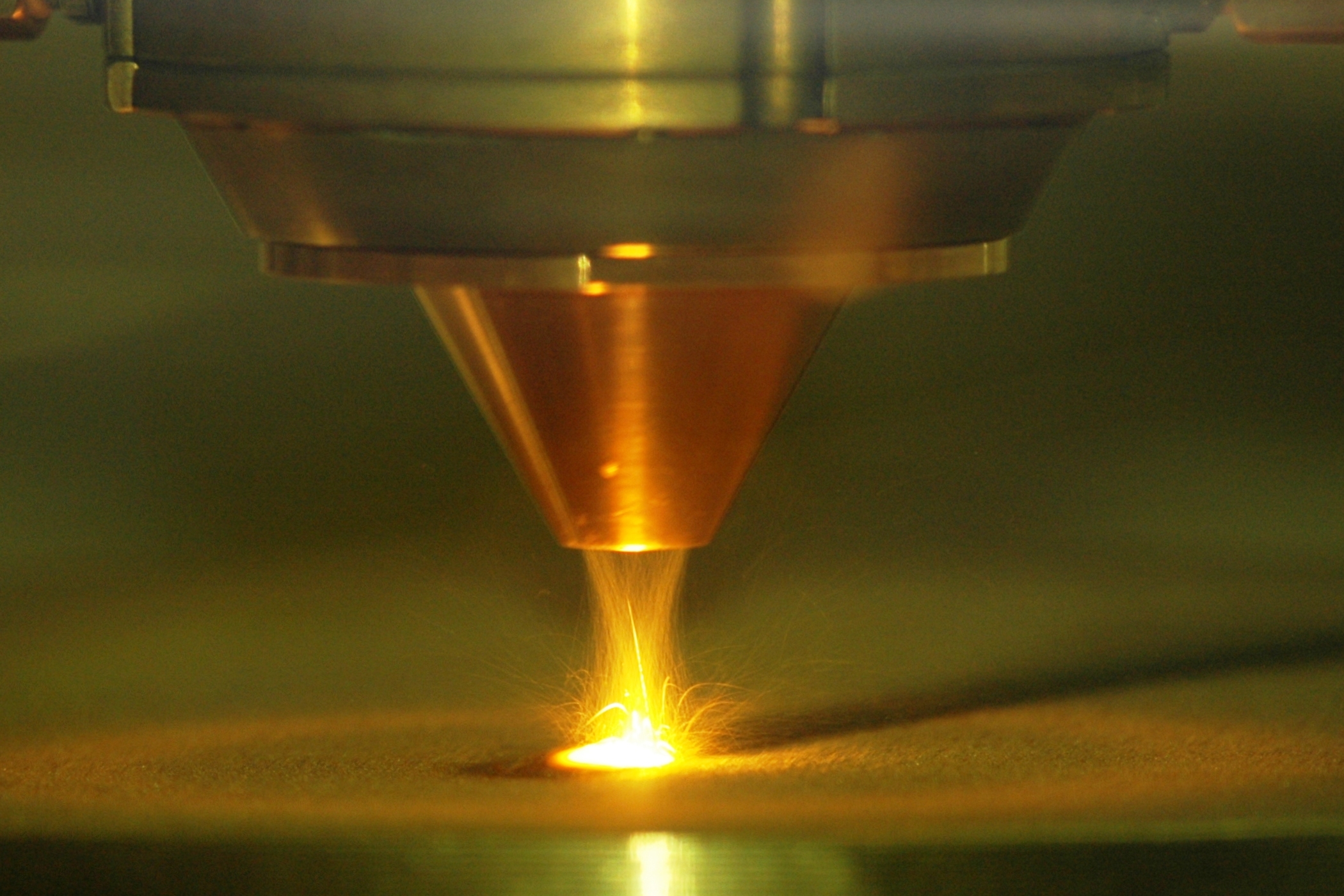
Laser cladding or DLD (Direct Laser Deposition) consists in focusing the energy of a laser beam to melt a powder on the surface of the part.
Laser cladding is today at the top of hardfacing and cladding solutions thanks to a perfect welding on the substrate, surpassing any other alternative technology.
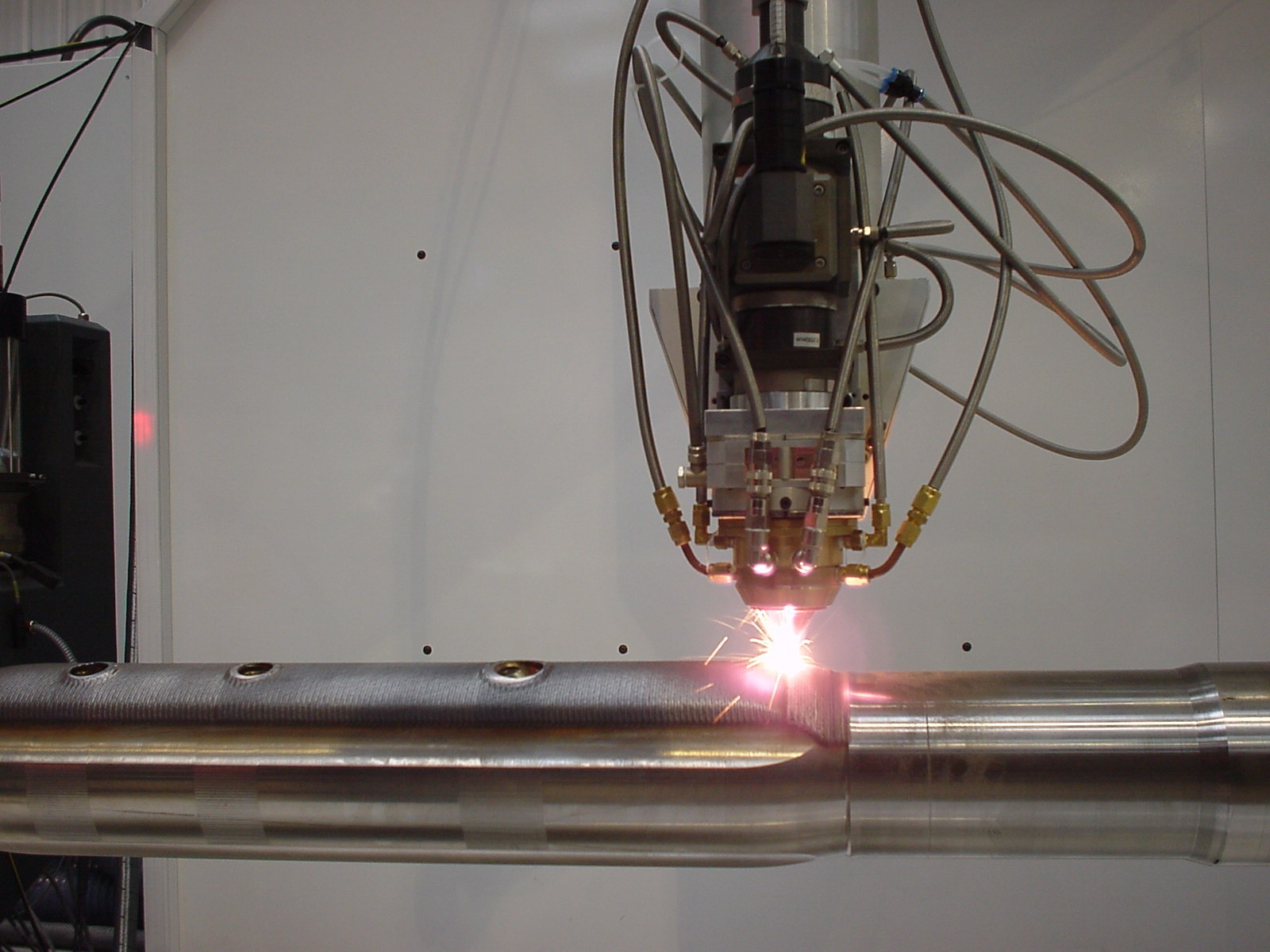
The combination of a laser with a CNC means easy welding overlays on complex shapes with a high level of automation and repeatability.
Our know-how integrates Direct Energy Deposition capacities typical of additive manufacturing technologies.
Initially focused on tungsten carbide welding overlays, our laser cladding know-hows now includes a wide range of powders to address many abrasion, cavitation, corrosion problems :
- Tungsten carbide with nickel Technolase® powders with Spherotène® spherical grains.
- Nickel based Inconel® or Hastelloy® powders for corrosion protection or buffer layers.
- AISI 316, 420, 430 stainless steels powders
- Cobalt based powders Stellite®
Benefits for laser cladding and hardfacing
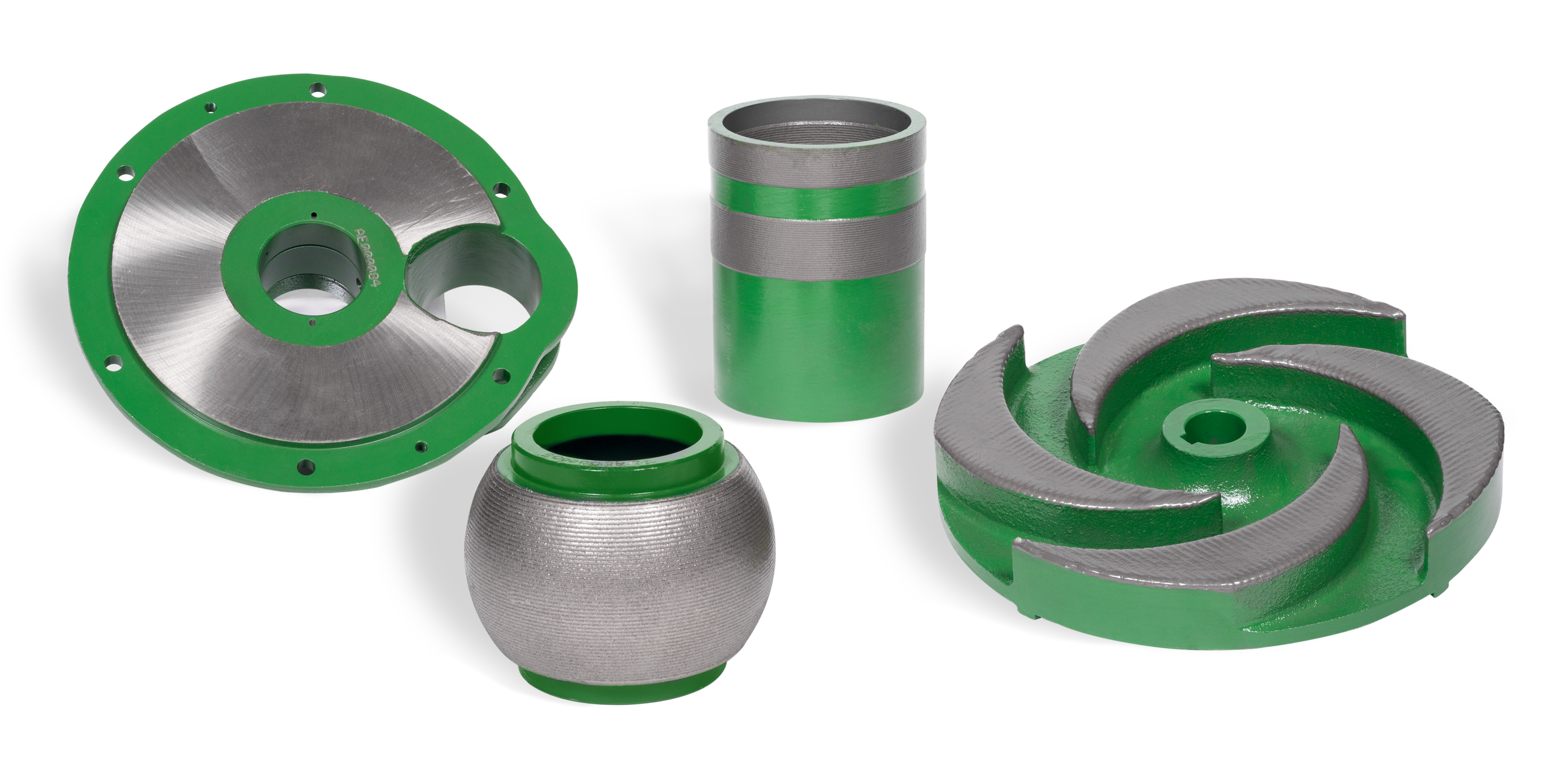
- Welded overlay: Metallurgical bond, perfect welding on the substrate.
- Defect free deposit: No porosity or cracks.
- Very low dilution.
- Minimal Heat Affected Zone.
- Extremely limited deformations.
- Precise, reproducible and fully automated process.
- Wide range of powders
- Deposit thickness from 0.4mm
Capacity
- Outside Diameter :
- Length : 10m
- Diameter : 600mm
- Weight : 2 tonnes
- Inner Diameter :
- Length : 2 x 500mm
- Diameter : 65 mm
Types of laser cladding powders
Tungsten carbide powders
Spherotene® (Spherical fused tungsten carbide) is mixed with a nickel-based powders for severe wear applications. Tungsten carbide grains are not affected by the laser, which maintain their intrinsic properties.
| Technopowders | Deposit thickness | Composition |
|---|---|---|
| Technolase® 40S | 3 mm | 60% WC-W2C 40% – 40HRc |
| Technolase® 30S | 3 mm | 60% WC-W2C 40% – 30HRc |
| Technolase® 30S | 3 mm | 60% WC-W2C 40% – 20HRc |
Nickel based powders
| Technopowders | Deposit thickness | Composition |
|---|---|---|
| TP 625 | Unlimited | Base Nickel |
| TP C276 | Unlimited | Base Nickel |
Cobalt based powders
| Technopowders | Deposit thickness | Composition |
|---|---|---|
| Stellite 1 | 1.5 mm | Base colbalt |
| Stellite 6 | 3 mm | Base colbalt |
| Stellite 12 | 3 mm | Base colbalt |
| Stellite 21 | Unlimited | Base colbalt |
| Ultimet | Unlimited | Base colbalt |
Iron based powders
| Technopowders | Deposit thickness | Composition |
|---|---|---|
| TP 316 | Unlimited | Inox austénitique |
| TP 420 | Unlimited | Inox martensitique |
Lasercab® process is particularly suitable for tools or parts working in severe abrasion, erosion and corrosion conditions. Mainly used in oil and gas drilling, agriculture and food industry, bricks and tiles, foundry, dredging, mining, steel industry, waste treatment – biomass, tunneling…
Laser hardening
Carbon steels ( min. 0.22% C), tool steels, cast irons are suitable for laser hardening.
Achievable surface and core hardness are dependant on the base material. As an example, a carbon steel 42CD4 ( AISI 4140) after laser hardening will reach 54 Hrc on 0.5 mm depth
Contact us for further details !